[ 機械 ]
(2019/7/22 13:30)
昨今のレーザー加工機などのレーザー応用生産装置はモノづくりの主要な加工手段となり、もはや一般工作機械と並ぶ位置づけとなってきた。多くの工作機械がレーザーと切削工具との融合を図り、従来の工具だけでは難しい複合加工やレーザーでしか成し得ないごく微細な加工、3Dプリンターと称されるレーザーを用いた光積層造形機などが増えてきた。さらにレーザー発生装置(発振器)は、ファイバーレーザー化が一段と進み、加えて直接加工用半導体レーザーや短波長レーザーの搭載が急増した。このように大きく変貌し、さらに多様化するレーザーと加工技術の現状と将来を展望する。
中央大学研究開発機構教授 レーザー協会顧問 新井 武二
モノづくりとレーザー加工
レーザーは誕生から59年を迎える。日本におけるレーザー加工技術の開発は、YAGレーザーに続いて1980年を前後して国産の炭酸ガスレーザー加工機が誕生し、高出力レーザーによる切断や溶接を中心に従来の熱加工の代替技術として本格化した。
レーザーが持つ高密度エネルギーが薄板から厚板までの高速加工を実現し、加工技術の革新をもたらした。その後、従来技術の代替技術から脱却してレーザーによって成し得る新しい加工技術の時代に突入した。
レーザーの応用が模索され、最近ではモノづくりの歴史を塗り替えると思われる3次元(3D)光造形技術が多用されるに至った。また、レーザーにより材料表面に新しい機能を付加する表面機能化処理などの技術が注目を浴びるようになってきた。さらに、レーザーの短波長化や短パルス化に伴いその特徴を生かした微細加工が開発され、新しい独自の加工技術も出現した。
レーザーは目的意識的に作られた工作機械とは異なり、「初めにレーザー在りき」で、その応用を模索してきた歴史的経緯を持つ。レーザー応用加工の潜在的需要は非常に高いものがあり、特に、ここ十数年間の激変する技術動向を追う。
レーザー発振器の変化
レーザー光を発振するレーザー発生装置(発振器)の高出力が進み、昨今では種々の波長のレーザーが産業界で用いられるようになった。その筆頭は2005年を境に本格的に市場への参入が始まったファイバーレーザーであろう。高出力化が進み板金加工機への搭載が相次いだ。高速化の需要に応える形で、今日では産業界でのファイバーレーザーの出力は10キロワット超えが徐々に進行している。
当初の海外メーカー1社による寡占状態から、現在では国産メーカーも複数社誕生し、多くの搭載実績を上げつつある。厚板切断に向かないとされたファイバーの持つ欠陥も克服され、3キロワット級のビームモードのシングル化も進み、出力では一部で産業用に既に15キロワットの高出力も視野に入っている。
レーザーの電気から光への変換効率が約50%と極めて良い直接加工用半導体レーザー(DDL)を取り入れる加工機メーカーも増えてきた。半導体レーザーは集光技術と放熱設計の改良技術などで従来のLDバー当たり20―40ワットであったが、現在では1個のバータイプの半導体(LD)でも約300ワット以上を出せるようになり、アレイ化や積層化技術によって4キロ―6キロワット級まで高出力化されてきた。
さらに技術的には波長/偏光剛性で数十キロワットも可能とされている。また切断用では、半導体レーザーで見られるビームモードも従来の長方形からビーム整形で円形スポットも取り出せるように改良された。
ディスクレーザーはドイツ系企業1社の特有の発振方式であるが、最大16キロワットまで高出力化している。このレーザーは基本的にユニット形式のYAGレーザーで、ビーム光路上でヒートシンクの役割を持つ金属板にディスク状の薄いYAG結晶を複数個配置し熱変形を抑制した独特の構造となっている。
波長の持つ加工の優位性を利用した短波長レーザーの高出力レーザーが注目されてきた。いわゆるブルーレーザーと呼ばれるものであるが、波長が450ナノメートルの青色半導体レーザーで、積層アレイ化により既に700ワット強も取り出せている。
また波長が515ナノメートルのグリーンレーザーといわれているレーザーも波長変換技術で加工用に平均出力400ワットと高出力化している。共にキロワット級のレーザー発振も視野に入っているという。
-

図1 産業用高出力固体レーザー

短波長は金属材料の波長吸収が良いことから、主に電気自動車(EV)を志向する自動車メーカーの電子部品で多用する銅合金や高反射金属などの小物溶接加工で期待され、銅材などの積層造形での加工性向上でも利用が見込まれる。産業用レーザーも波長の多様化の時代に突入したと言える。
これらの共通項はファイバー伝送が可能なことにある。すなわち発振波長がファイバーの適用範囲内にあるので、発振器から取り出されたレーザー光はプロセスファイバーで加工テーブルまでの目的箇所にファイバー伝送が可能である。それによりビーム伝送が容易でありフレキシビリティーがあるというメリットを持つ。図1に産業用高出力固体レーザーの一覧を示す。今後の高出力レーザーは固体レーザー化が加速され、その中心は当面ファイバーレーザーと直接加工用半導体レーザーであろう。
加工機の自動ライン化
-

表1 レーザー加工機の自動化要素技術

レーザー加工機は大型化し、自動加工機システムとして一体化してきた。レーザー加工の自動生産ラインは多くの板金メーカーで初期の頃から着手していたが、時期尚早だったのか、高価で床面積を要するなどの理由で一部を除いてさほど普及しなかった。しかし高齢化と深刻な人手不足に悩まされている昨今、自動化や無人化は目指すべき必然的なニーズとなりつつある。
さらに、ファイバーレーザーなどの出現によって一連の加工の作業が高速化していく中で、加工後の最終工程でジョイントバラシと製品の仕分け作業は自動化のネックとなってきた。そのため、部材の搬入から加工製品や残材(スケルトン)の仕分けまでを含めた自動化の見直しと再構築が図られつつある。電気的なオン・オフが可能で無接触加工のレーザーは自動化に向いていて、人工知能(AI)を利用した複雑な治具やロボットがコンピューターで自動運転を行うに至っている。
レーザー加工機などを含め多くの加工装置のIoT(モノのインターネット)対応システムの試行や模索が始まった。現状はまだ自社のレーザーユーザーを取り込んだネットワークであるが、今後の展開が期待される。表1に最近のレーザー加工機の自動化に関連した要素技術を示す。また図2には、加工機システムの自動化の実際の例を示す。
-

図2 加工機システムの自動化(a)セル生産ライン対応システム
-

図2 加工機システムの自動化(b)自動仕分け装置付き加工機




加工技術の変遷
-

図3 極厚板の切断加工 アルミ(5052)50mm

レーザー発振器の高出力化は幅広い加工の可能性をもたらした。シート材(板金)などに用いる高出力レーザーはほとんど切断分野に用いられている。切断性能は極薄板から40ミリメートル程度までの極厚板までカバーしている。品質を別にすれば、現状の厚板加工のターゲットはダブルインチ(50ミリメートル)であると言える(図3)。
大出力化に伴う高速加工がトレンドとなっていて、それに付随した制御技術も高度化している。特に中厚板を中心にファイバーレーザーによる鋼材の切断加工では、アシストガスに高圧窒素ガスを用いて高速化切断が可能となった。
各社ともこの高圧窒素でも消費量で採算が取れるよう、空気から安価に窒素を生成できる窒素生成装置が取り付けられている。なお高速ノズルを開発することによって、ガス圧を低減化する手法なども考えられている。
-

図4 ステンレス(SUS304)の低歪み精密微細加工(a)薄肉円筒加工(肉厚0.5mm)
-

図4 ステンレス(SUS304)の低歪み精密微細加工(b)極薄板加工(板厚0.2mm)




自動車産業では高出力レーザーによるフレームやドア、ボディーの溶接や側板のプレス加工後に高速切断で周辺の不要部分のトリミングを行う以外は、中出力以下のレーザーによる小物や電子部品の溶接加工が多い。しかし工程によっては効率的な混合気流を創生するために採用されたエンジン内部のバルブシートのレーザークラッド(肉盛)などの表面改質やアルミ材の溶接加工がある。車体などの大型部品の溶接工程には部材固定のための大掛かりな治具装置が必要となることが多い。
レーザー溶接は任意の自由形状の溶接など得意としない面もあり加工部材によっては旧来技術とコスト比較されることもある。技術面では、安定溶接で必要な溶接加工時のスパッタ低減の加工ノウハウが進んでいる。今後、世界的にEVシフトが進む中で、電子部品での溶接技術やデポジションの需要は高まることが予想される。
レーザー加工は、チューブやパイプ加工は無論のことであるが、狭い部位の微小加工や複雑な形状の加工が得意でもある。特に、ごく薄板や薄肉パイプの精密微細加工は負荷がかかると加工が難しいが、無接触加工なので極薄板でも低歪み加工が実現できる。その例を図4に示す。
-

表2 最近のレーザー応用生産装置

最近、鉄工工事JASS6の改訂に伴って建築構造部品のボルト穴に関してレーザーによる工法が認可された。そのため、直近は建築業界からの実証加工の依頼が増えているという。また航空機関連では軽量化に関連してアルミ合金や航空機材料の構造部材にレーザー溶接が用いられ、加工工程の生産性向上にも一役買っている。新しい加工技術が常に創出されている。表2には、最近のレーザー応用生産装置と加工技術の関係を示す。
AMの技術動向
-

図5 レーザーに関連した光積層造形技術
-

図6 光積層造形技術の加工事例(a)エンジンのバルブシート
-

図6 光積層造形技術の加工事例(b)精密立体構造物






光積層造形(AM)技術の応用が急速に増えつつあるが、その中心は粉末床溶融法および溶融金属堆積法である。粉末床溶融法では焼結後、エンドミルなどにより高速で高精度な切削加工で表面の面粗さの向上や寸法精度を高める手法が取られている。AM技術の分類を図5に示す。通称では3Dプリンターと称している。
技術改良により複雑な立体形状が製作できるようになってきた。デポジションでは、金属粉末供給に加えてワイヤを溶融させて積層する肉盛りの手法が取り入れられている。当該技術で用いられている金属粉末は比較的高価とされる中で、ワイヤ供給法は必要に応じて線径を選別することができ無駄がなくクリーンな手法とも考えられていて、ドイツの自動車メーカーで多用されている。
レーザーデポジションは材料表面への堆積による被覆処理であり、主に比較的薄いものの場合に用いることが多いが、やや薄い溶解肉盛りの意味でも用いられていて、レーザークラディングと称するレーザー肉盛りと大差がなくなってきた。ともに金属積層に用いられる。図6に最新の光積層造形技術の加工事例を示す。
-

図7 レーザー工芸の加工事例(a)陶芸風表現(光積層造形)
-

図7 レーザー工芸の加工事例(b)欄間風表現(ファイバーレーザー切断)




レーザーによる3D積層造形技術は、早くからレーザー工芸的要素を持っていた。加工の自在性が高まるにつれて完成度は芸術の域に達しつつある。図7のようにワイヤ供給法によって陶芸的手法が試みられている。そのほか切断で金属門扉や欄間彫刻のように紋様を加工することも可能となった。今後はハイテクと伝統文化を融合させたレーザー工芸として注目される。
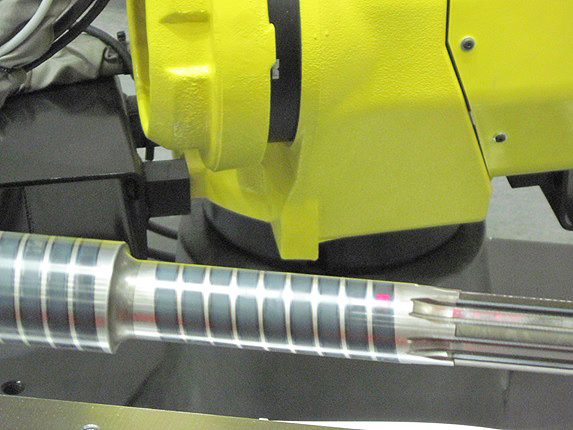
図8はロボットと連動した半導体レーザーによる表面焼き入れの例を示す。また、銅材のワブリング溶接なども出現した。ブルーレーザーは無論のこと、シングルモードのファイバーレーザーでも加工できる。
このように、産業用高出力レーザーの広がりにより、加工の用途や領域も多様化してきた(表3)。
-

図8 半導体レーザーによる表面処理(a)ロボット駆動による加工
-

図8 半導体レーザーによる表面処理(b)円筒状の焼入れ加工
-

表3 最近のレーザー加工の特徴





世界の技術競争
レーザー加工機などのレーザー応用生産装置は、ドイツを中心としてイタリア、スイスなど欧州各国が製造販売している。ドイツは州政府と企業体による産官学の共同体を組んでいて開発に力を入れている。同国の主要レーザーメーカーでは営業利益の約10%近くを基礎・開発研究に投資している。その研究開発費は1社で約400億円を優に超える。
それらに加えて、中国やインドが国家単位で猛追しているのが現状である。中でもドイツおよび中国はいわば国家主導で開発していると言えなくもない。翻って日本の場合は、企業は人員と費用を削減した上で一企業が国家ぐるみの外国勢と競争しているのが現状である。その結果、かつての新興国の技術が発展して、中級加工機で自国製の生産装置を生産するに至った。そして低価格戦略は東南アジアの市場でも存在感を増している。共同開発が苦手で、自社のみの差別化に固執してきた日本企業の方向転換が求められるかもしれない。
技術的に簡易なものは追従され、価格競争に安易に巻き込まれやすい。したがって後追い的な技術開発ではなく、創造的な研究テーマで要素開発や加工現象に力点を置き地道な底上げこそが必要と思われる。
海外の研究としては(1)ファイバーレーザーの普及と装置の「クラス1化」(2)短パルスレーザーのファイバー化と産業応用への加速(3)IoTの拡大とスマート工場化(4)複数ビームによる材料表面での干渉現象の加工利用など、加工様態とその多様化の進展(5)ビーム成形など加工に適した光学系の研究(6)流体挙動の研究や加工に応じた特殊ノズルの開発―などが精力的に行われている。当面、精密切断加工、微細な除去や接合加工、光積層造形技術の3本柱が産業界を支え、けん引していくだろう。
基礎研究の重要性が指摘されている中で、ごく最近に検証された現象もある。例えば、レーザー発生器からは一定形状のビームが取り出されるが、いったん材料に照射されると、材料と光が相対的に移動するレーザー加工において材料上で発生する熱源スポット形状は一定ではなく速度や時間とともに変化する。いわば加工場において生じるダイナミック現象である。これは長短パルスレーザーの加工現象にも通じることなのである。
このように、正確に吟味されることなく過ごされている事象は意外に多い。その上で、将来にわたって生産向上と効率化を目指してAIを正しく用いるために、機械学習の上で必要な大量かつ正確な教師データを収集することが肝要で、その基本となる加工の基礎現象の徹底解明が必要であることは言うまでもない。その意味では先端を行くレーザー技術を目指すにはまだ道半ばであると言わざるを得ない。
※本記事の写真の一部はJIMTOF2018の取材時のものを借用しました。
(2019/7/22 13:30)