[ 機械 ]
(2016/11/21 13:00)
アディティブ・マニュファクチャリング(AM、積層造形)の対象が、試作から実製品へと急速に拡大している。特に、強度あるいは耐熱性が必要とされる部材にも適用できるような金属を用いたAMへの期待が高まっている。
◇東京農工大学大学院 機械システム工学専攻 教授 笹原 弘之
-

図1 粉末床溶融結合(左)、指向性エネルギー堆積(中)、ワイヤ+アーク方式(右)

2つの手法、異なるメリット
金属製の部材をAMにより製造するプロセスには、大別して二つの手法がある。一つは粉末床溶融結合(Powder Bed Fusion)であり、もうひとつは指向性エネルギー堆積(Directed Energy Deposition)である(図1)。
粉末床溶融結合ではレーザーや電子ビームを熱源とし、平たんに敷き詰めた金属粉末を一層ずつ溶融・固着しながら積層していくものである。精細な造形が可能で、造形精度が比較的高い。一般に造形能率は1時間当たり数十立方センチメートル程度と高くないが、レーザーを複数搭載するなどして高能率化も進められている。松浦機械製作所やソディックからは、レーザーによる金属粉末積層とエンドミルによる切削とを交互に行うハイブリッド方式の造形機が市販されており、内部に冷却配管を3次元的に配置した高機能金型の製造で優位性が示されている。
他方、指向性エネルギー堆積は肉盛(cladding)プロセスがその原理であり、金属材料を粉末もしくはワイヤとして供給し、それをレーザー、電子ビームまたはアーク放電により溶融し、金属のビードとして堆積することにより造形を行う。国内ではDMG森精機やヤマザキマザックから、AMによる付加造形後に切削加工での仕上げが可能なハイブリッド工作機械が発表されている。ステンレス製の切削部材にインコネルでボスやリブなどを付加造形し、切削で仕上げるといった工程が一気に行える。これにより、製品形状によっては切削時の切りくず排出量を大幅に低減でき、材料費が大きく削減できる可能性がある。
ワイヤ素材をアーク放電による溶接技術で溶融・固化・積層する技術については筆者らの研究グループや英国のクランフィールド大学などで開発が行われている。アーク溶接による手法は、主要な熱源装置(溶接電源)が単純かつ安価であることが大きな特徴である。ワイヤ材は取り扱いが容易でコストも低く、造形時の材料の歩留まりは100%に近い。武藤工業(東京都世田谷区)は2015年に本方式の造形装置が発売した。また、米国のSciakyやノルウェーのNorsk Titaniumからは、ワイヤ素材と電子ビームやプラズマアークを用いた航空機向けチタン部材の造形機が開発されている。
-

各種金属AM方式の比較

表に前述の金属AM方式の比較を示す。国家プロジェクトの技術研究組合次世代3D積層造形技術総合開発機構(TRAFAM)は、金属粉末とレーザーを用いる指向性エネルギー堆積のタイプで、平面への肉盛りにおいて、1時間当たり360立方センチメートルの高能率積層が可能であることを発表した。アーク溶接とワイヤ材を用いる方式においては、さらに能率が高くなるが、表面粗さは500マイクロメートル程度と大きい。いずれにしても、高い精度と小さな粗さが要求される部分に対しては、切削や研削による仕上げ加工を行う必要があり、AMと除去加工である切削・研削とのハイブリッドとする必要がある。
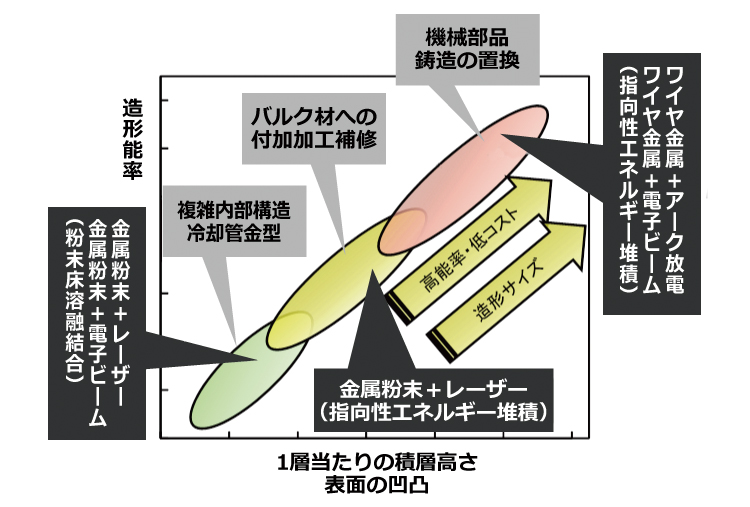
図2に筆者の想定する各種金属AMの適用範囲のイメージを示す。粉末材料かワイヤ材料か、あるいは熱源が何かによって造形物の精度、造形能率、コストが異なってくる。それぞれにメリットとデメリットがあり、製品に応じて適する手法はおのずと異なってくるものと考える。
-

図2 各種金属造形AMの適用範囲イメージ
9月に米ゼネラル・エレクトリック(GE)がAM装置製造のARCAM AB(電子ビームによる粉末床溶融結合方式)とSLMソリューショングループ(レーザーによる粉末床溶融結合方式)を14億ドルで買収したことが大きな話題となっている。GEは過去10年でAMに11億ドルを投入して開発を進めており、その結果、LEAPエンジンでは30%の製造コスト低減とライフサイクルコスト25%低減を実現しているという。
JIMTOF併催の国際工作機械技術者会議(IMEC)では、21日にGE Avio S.r.l.から航空機用チタンアルミ製タービンブレードのAMによる製造に関する講演が予定されている。
また、新たにオークマ、ヤマザキマザックから切削形工作機械と金属AMを複合化した装置が発売されるとのことである。
今年のJIMTOFではこうした新たな動きに注目が集まる。
【11/16付本紙別刷「JIMTOF2016特集」より】
(2016/11/21 13:00)






























