[ 機械 ]
(2018/10/24 11:00)
エンドミルはフライス工具に属し、型および部品生産など多岐にわたって用いる万能型工具である。エンドミルの工具材種はコーテッド超硬合金が中心で、さらなる耐久性を追求して立方晶窒化ホウ素(cBN)焼結体、および多結晶焼結ダイヤモンド(PCD)の適用が増えている。一方で、生産設備は5軸制御マシニングセンター(MC)の本格的な導入が始まるなど、エンドミルは高性能を指向した開発が期待されている。
松岡技術研究所 所長 博士(工学)/技術士(機械) 松岡 甫篁
-

図1 エンドミルと切削技術動向

エンドミルの種類と切れ刃デザインは、従来大きな変化がなく、安定かつ伝統的な切削技術で使用されてきた。近年、国内における航空機部品の生産が注目され、インコネルなど耐熱合金、およびCFRP(炭素繊維強化プラスチック)向けのエンドミルと切削技術の開発が産学で行われてきた。
切削によるスマートフォン本体の量産化が始まり、エンドミルの需要は飛躍的に増大した。数年前から登場したスマートフォンは、被削材がステンレス鋼に変わり、とりわけ、工具寿命の面で革新的な見直しが求められるなど、エンドミルを取り巻く動きが活発化している。
図1はエンドミルと切削技術動向を説明した。今や、適用するMCの特性を最大限に発揮できるエンドミルの選択と、工具軌跡、切削条件の組み合わせで高効率な切削を実現する提案が期待されている。すなわち、伝統的なエンドミルと切削技術から脱皮した革新的な提案と導入が、これからのモノづくりに求められている。
-

図2 特殊PCD小径エンドミルによるグラファイト材の成形蚊型の切削事例(日進工具)

図2は高硬質なグラファイト素材のガラス成形型を磨きレス切削した事例である。スマートフォン本体の両側に曲面の薄いガラスを適用するため、ガラスを加熱成形する型材としてグラファイトが用いられている。
グラファイト材にコーテッド超硬合金エンドミルを適用すると、切れ刃部の摩耗が急速に進行するため、高精度な切削面と工具寿命特性を高めたPCDエンドミルの適用事例である。この事例は滑らかで超高精度な切削面を長時間にわたって切削できる工具寿命特性に加え、切削面に段差が生じない工具軌跡の工夫が求められる。さらに、適用するMCも大きな影響を及ぼす。例えば、切削送りの加減速制御は滑らかな切削面を実現する基本条件である。
5軸制御MC向け
-

図3 小径エンドミルを適用できる5軸制御MC例

5軸制御MCの新たな領域に向けた開発が進み、型部品向けで小径エンドミルを有効活用可能なMCが登場した。図3は小径エンドミルが適用可能な主軸と、俊敏な送り駆動系を備え、それぞれに独自性の高い機能を有する、新たな領域のMCである。
5軸制御MCはエンドミルの切れ刃の外周刃を指定した切削が可能で、高い切削速度域の切削を実現できる。さらに、エンドミル、または被削材を傾斜させた切削も特徴であり、新たなエンドミルの開発が進んでいる。例えば、図4は5軸制御MC向けに開発したエンドミル例で、外周刃、または底刃の切れ刃を多様な円弧形状にすることで、平面、壁面を高送り切削、かつ切削面粗さ精度を維持した高効率化が期待できる。
-

図4 切れ刃の先端部が独特な曲線形状の切れ刃を有するエンドミル例

従来用いられているラジアスエンドミル、ボールエンドミルは、5軸制御MC向けに多刃化し、高剛性、かつ切りくず排出特性を高め、高送り切削を可能にした事例も紹介されている(三菱日立ツール、日進工具など)。
このように、5軸制御MC向けのエンドミルの開発は活発化しており、新たな生産技術に向けた取り組みは加速している。
超精密・微細切削向け
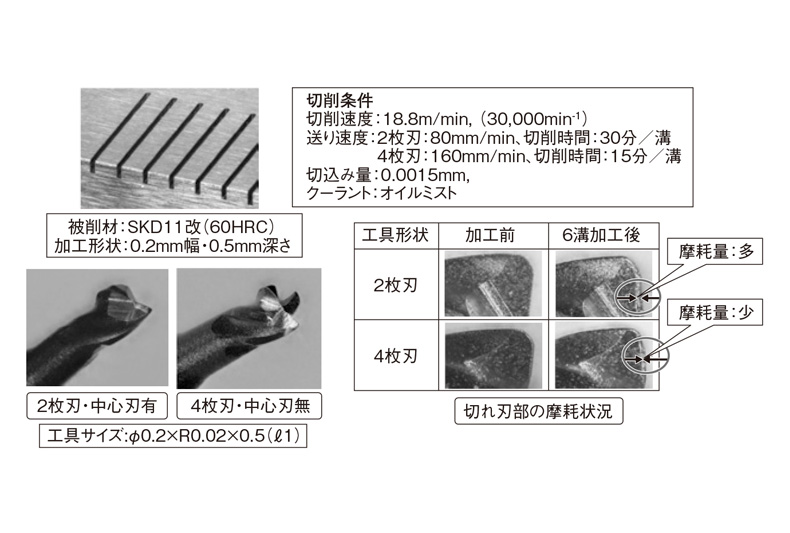
超精密・微細切削は需要拡大しており、微小エンドミル開発と高効率化に期待が高まっている。図5は高硬度鋼における0・2ミリメートル幅の微小溝切削で、高能率、高工具寿命特性を実現した事例である。微小径エンドミルでありながら、4枚刃、かつ底刃の切削特性を高めた切れ刃形状を有し高速送り速度で高精度な切削を実現した。
従来、溝形状向けエンドミルは2枚刃が標準的に用いられていたが、微小径エンドミルも高度な工具成形技術で、多刃、かつ切れ刃に工夫を加え、高切削特性を発揮させた例である。
-

図5 高硬度鋼の溝形状を、刃数の異なったエンドミルで切削した場合の切削送り速度と切れ刃部摩耗の違い(日進工具)
これらのエンドミルを有効活用するには、専用MCの適用は不可欠な条件であり、とりわけ、微細形状の切削における実送り速度の高い特性が求められる。ナノメートルレベルの切削面精度の実現、および直径10マイクロメートルの超微小径エンドミルの適用は、主軸の高速回転1マイクロメートル以下の振れ精度などの特性も必要条件である。さらに、工具軌跡と切削条件の最適化に加え、専用CAM(コンピューター利用製造)の適用も超精密・微細切削の必要条件である。
今後への期待
情報化時代を迎え、広範囲、かつ最新の情報収集に基づいた、最適なエンドミル選択、切削データベースの社内クラウド構築は生産技術高度化に向けた必須な対応であろう。今後は加工形状、切削精度、被削材などに最適なエンドミルと切削技術の継続的な提案が工具メーカに課せられた使命と考える。
最後に、今回の執筆で、快く資料提供などいただいた関係者の皆さまに厚く御礼を申し上げる次第である。
(2018/10/24 11:00)






























