[ 機械 ]
(2018/11/6 09:30)
近年、IT機器、計測・検査装置をはじめ多くの産業分野で硬脆(こうぜい)材料の部品が増え、今後もその需要が高まっている。そのため硬脆材料の加工技術に対する期待と要求も高く、これに対応できる設備、工具、加工技術に対して、多くの開発が進められている。ここでは、硬脆材料の加工技術として、特に切削に関する現状と課題について触れる。
東京電機大学教授 松村隆
-

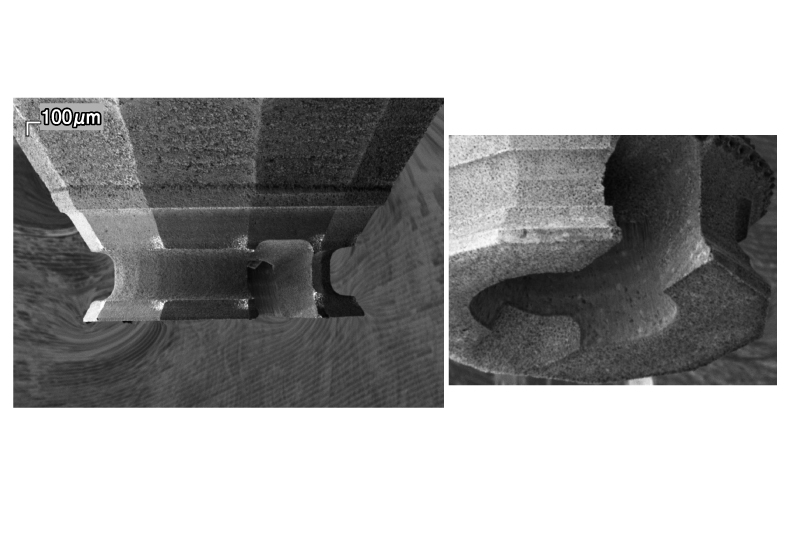
図1 表層部に進展するき裂(仕上げ面の断面写真)

硬脆材料には、ガラス、セラミックス、サファイアなどがあり、それらは透明性、硬質性、熱的・化学的安定性、電気的特性の観点から、要求される機能に応じて材料が選定されている。このような硬脆材料の加工では、材料の硬さと脆さのために高品位で高精度な加工が難しい。すなわち、図1のように切削中に材料内部に進展するき裂の抑制は、工具の切れ刃近傍の材料表層部における応力を制御しなければならない。
一般的な金属材料の加工では、切りくず形態とその生成状態、そして工具の損耗に対する制御が課題となるが、硬脆材料では仕上げ面側の応力に対する配慮が必要となるため、切れ刃の形状とその近傍の切削現象を理解しなければならない。
硬脆材料を例えばダイヤモンド工具で形削り切削する場合、切り込みを1マイクロメートル程度またはそれ以下にすると、材料が金属と同様な切りくずを生成し、仕上げ面にき裂が残らない。しかし、切り込みをそれより大きくすると切りくずは細かく割れて、仕上げ面表層部にき裂が進展する。
学術的には前者を「延性モード」、後者を「脆性モード」の切削状態と呼んでいる。ガラスやサファイアなどの透明な硬脆材料では、延性モードで切削すると仕上げ面が透明であるが、脆性モードの切削状態になると肉眼では白い仕上げ面となっている。
回転・振動の影響
硬脆材料を通常の切削作業のように旋削、エンドミルやドリルで切削する場合は、高品位な仕上げ面を得ることはさらに困難であり、多くの現場で悩んでいる。このような被削材や工具の回転運動を伴う加工では、回転の振れや偏心、機械の振動が材料のき裂の発生と進展に影響するからである。また、加工対象となる被削材の形状も千差万別であり、材料保持や剛性の観点からも難しい加工がある。
例えば、薄板に穴を加工する場合、加工時における被削材の振動や応力変化によってき裂が進展しやすくなる。また、穴の入り口と出口部には縁部の欠けが生じやすく、切削だけで良好な仕上げ面を得るのは難しい。さらに、最近では高能率化に対する要求も厳しくなり、硬脆材料の実用的な切削に対しては課題が多い。
材料特性を考えた切削
硬脆材料の切削では、工具の切り込みを増やしていくと、切りくず生成状態が延性モードから脆性モードに遷移するが、仕上げ面品位の観点から、脆性損傷が生じない限界切り込みで切削特性を評価する場合が多い。ガラス、サファイア、セラミックスは、一言でいってしまえば「硬くて脆い材料」であるが、材料を構成している結晶や粒子によって切削特性が異なるため、それを十分に理解した上で切削条件や工具を選定しなければならない。
ガラスは非晶質であるため、その切削特性は加工面や切削方向に依存せず、切れ刃形状と切り込みなどの切削条件で限界切り込みを制御できる。一方、サファイアは六方晶の結晶質であるため、切削する結晶面や結晶のすべり系に対する切削方向で特性が異なる。
また、ガラスは仕上げ面の脆性損傷を配慮した切削を考えればよいが、サファイアは脆性損傷とともに加工時に溶着した材料の再付着が問題となる。サファイアの仕上げ面の悪化では、この再付着に起因する場合が多い。
-

図2 微細穴縁部の損傷

サファイアの穴加工は、レーザーでも可能であるが、熱的除去によるレーザーでは同様の課題が挙げられている。また、レーザーで加工した仕上げ面をマイクロメートルレベルで観察するとその形状が不均一になり、形状に対する制御性が低い。図2は薄板のサファイアに対して微細穴を加工したものであるが、レーザーで加工した穴の縁部に微細な欠けが発生している。
セラミックスは微細粒子を焼結したものであるが、その仕上げ面は粒子の内部を切削できるか、粒界で粒子を脱落させて切削するかによって異なる。また、粒子が大きくなると切削中に振動が誘発され、仕上げ面が悪化する。
一方、マイクロメートルオーダーでの切削において、粒子の形状が不均一であれば、切削状態が異方的になりその特性が変動する。近年ではセラミックスの微粒化技術も進み、粒子の大きさや形状が仕上げ面に及ぼす影響も少なくなっているが、このことはセラミックスの微細切削において考慮すべきである。
硬脆材料の複合化、高能率化に向けた工具成形技術
-

図3 ガラス-樹脂複合材切削用のPCDエンドミル
最近では、機能性ガラス材の一つとして、樹脂をガラスで挟んだガラス樹脂複合材も開発されている。このように「硬くて脆いガラス」と「やわらかくてねばい樹脂」の複合化によって、表面が硬いが割れにくい機械的特性が得られ、最近では駅のホームドアに使用されている。また、樹脂材に光学的な機能性を付与することで、例えば反射を抑えた特性も制御できる。
しかしこの切断加工では、硬脆材料と粘弾性材料を同時に切削する技術が求められ、両材料の切削に適した工具形状を成形する必要がある。
少し専門的になるが、ガラスの切削では、切れ刃の下側の材料表層部の応力場を制御してき裂の進展を抑えるために、工具の傾き(すくい角)を切削方向に倒した形状にする。一方、樹脂の切削では切れ味を良くするため、工具の傾きをガラスと逆に後方に倒した形状が望ましい。
図3はこのように板厚方向に異なる材料を切削するために開発された多結晶ダイヤモンド工具である。なお、上下部の切れ刃の傾斜は材料縁部の面取り用に成形したものである。
-

図4 ガラス-樹脂複合材料の切削仕上げ面

また、加工中に樹脂の切削で生成した切りくずがガラスと工具の間に詰まってガラスを破損する。そのため工具の中央部のくぼみは切りくずを工具中心部に集め、下に排出するためのものである。図4はこの工具で切削した仕上げ面であり、ガラス層と樹脂層の両者とも良好な加工面が得られている。
硬脆材料のエンドミル切削で脆性損傷を抑えるためには、一つの切れ刃で材料を除去する切削厚さを小さくしなければならない。その結果、単位時間当たりの工具の送り速度が低く、加工能率が低い。これを改善するためには、工具の回転数を上げるか、エンドミルの切れ刃数を増やさなければならない。
工具の回転を上げると、回転中の振れが大きくなって脆性損傷が生じやすい。また、切削速度が上がるために切れ刃の摩耗が促進される。そこで、切れ刃数を増やして単位時間当たりの工具の送り速度を上げて高能率化を図る。
-

図5 多数枚刃PCDエンドミル

図5は硬脆材料加工用に製作した直径0・9ミリメートルの72枚刃の多結晶ダイヤモンド(PCD)工具である。工具の成形においては、研削や放電加工が適用されているが、この工具は、レーザによって切れ刃を成形したものである。
このように硬脆材料の複合化や高能率化に対しては、ここで紹介したような多数枚刃で複雑形状が求められ、工具成形技術に対するさらなる高度化が必要となる。
さらなる差別化へ
ガラスなどの硬脆材料は古くから利用されているが、光学、医療、エレクトロニクス分野の技術的なニーズに応じて材料開発が進められ、その特性や機能が改善されている。これに伴い、それらの新材料の実用化に対しては、単に加工できる技術ではなく、品質を維持しながら高い効率を達成することが要求されている。
このように硬脆材料の加工は、今後も、さらなる開発が進められ、市場における差別化や競争力の向上において重要な位置づけとなるであろう。
最後に、本稿における図2から図5は内山刃物からご提供いただいた。記して謝意を表する。
(2018/11/6 09:30)






























