[ 機械 ]
(2016/10/21 17:30)
マシニングセンター(MC)は、製造業を取り巻く環境が大きく変化する中でも、常に生産現場の中心的な役割を担ってきた。その目標とする所は、高精度に加え、単に主軸や送り速度を高速にすることから、加工時間全体を短縮する高能率へと移り変わってきている。こうした中で、MCの技術には、複合化、多軸化および知能化の三つの潮流があらわれている。そこで、高度化するMCの技術の現状を、複合化、多軸化、知能化をキーワードに紹介し、MCの進化を支える性能評価技術についても述べたい。
◇日本大学工学部機械工学科 教授 齋藤 明徳
急速に進展する複合化
-

図1 ハイブリッド複合加工機 VTC-530/20 FSW (ヤマザキマザック)
-

図2 摩擦撹拌接合の原理




MCの複合化は、日本国際工作機械見本市(JIMTOF)での展示を振り返ると、2014年から急速に進んできた。ここで述べる複合化とは、1台のMCで複数の加工方法を行うこととする。さまざまな加工方法との組み合わせが考えられるが、現在、脚光を浴びているのは、付加製造(Additive Manufacturing)との組み合わせである。付加製造は、報道が先行しているものの、何でも自由に造形できるわけではない。現時点での切削加工に対する付加製造の特徴を整理すると、表1のようになる。切削加工に勝る面は、材料を追加できる点だけであることがわかる。ところが、その特徴が切削加工に加われば、除去加工といういわば引き算に、足し算を行えることになり、加工形状の自由度を大幅に広げることができる。切削で加工できる形状は、工具が届くかどうかで決まるため、切削加工では、工具が入り込めない中空形状や、工具の大きさ以下の微細な形状は加工できない。一方、付加製造では、こうした加工が実現できることから、複合化することで新たな価値を生み出すことができる。また、付加製造の短所である造形精度は、造形後に切削加工を行うことで補える。造形速度についても、原理上、体積の大きな造形には適さないが、必要な部分だけを造形すれば、その影響を小さく抑えられる。
-

表1 切削加工に対する付加製造の特徴

現在、MCの複合化に用いられている付加製造の方式は、粉末床溶融結合と指向性エネルギー堆積である。粉末床溶融結合方式を取り入れたMCでは、テーブルに、金属粉末を敷きつめ、表面付近を熱により選択的に溶融・固化させることで積層造形を行い、仕上げが必要な部分をミーリング加工する。一方、指向性エネルギー堆積方式では、MCの主軸に取り付けた装置によって、金属粉末をシールドガスを使って供給しつつ、レーザーで熱エネルギーの発生位置を制御し、選択的に溶融・結合させることで、肉盛り溶接のように素地上に積層造形を行うことができる。
また、摩擦撹拌接合を用いて複合化したMC(図1)も発表されている。摩擦撹拌接合では、図2に示すように、一般的な専用工具の場合、専用工具のピンを回転させながら、二つの工作物を突き合わせた部分に押し付け、摩擦熱で軟化させて圧入し、接合部分に沿って移動させて加工する。すると、移動させた後方は一体化される。摩擦撹拌接合は、溶接に比べて、加工空間の環境を悪化させないことや、変形や歪みが発生しないという利点を持ち、異種金属同士の接合も可能なため、複合化することで、MCの新たな用途が期待できる。
その他にも、レーザー加工、研削加工およびホーニング加工が可能なMCも実用化されており、今後も多様なニーズに対応するため、新しい組み合わせの複合化が試されると予想される。
本格的な導入が進む5軸制御MC
MCの多軸化は、複合化より先に進展してきた。MCが直進3軸だけで構成される場合、工具を加工空間内の全ての位置に移動させることはできるが、工作物に対して工具を自由に傾けることはできない。そこに旋回2軸が加わった5軸制御MCでは、工作物に対して、工具を任意の方向から近づけられるため、インペラなどの複雑な形状が加工できる。複雑形状を加工するニーズは古くからあり、1958年にMCが誕生してから、4年後には、5軸制御MCが製造されている。ここ数年、5軸制御MCの普及が進んでいるのは、複雑形状の加工の他に、①工程集約②最適切削条件の設定③加工の自由度の高さ―といった利点を、5軸制御MCが生み出すためである。特に全ての加工工程をワンチャッキングでこなす工程集約、そして、工具の突き出し長さの低減に代表される最適切削条件の設定は、その利点がユーザーに浸透し、結果として生産現場で5軸制御MCを目にする機会が増えてきている。
-

図3 バレル工具
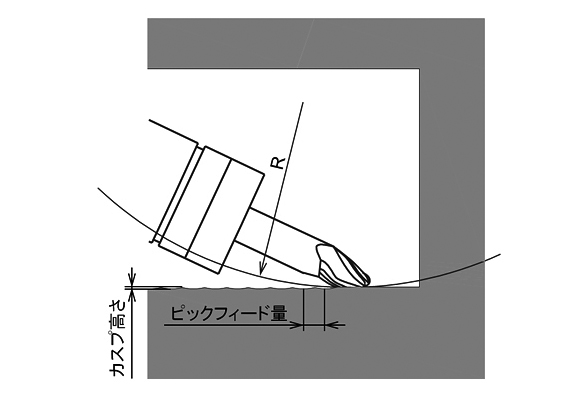
もうひとつの利点である加工の自由度の高さは、例えば、工具の使い方を変えることができる。傾斜面の加工において、3軸制御MCでは、等高線に沿って、ボールエンドミルで徐々に加工する必要があるが、5軸制御MCでは、側面の刃を加工面に沿わせるスワーフ加工で効率よく加工することができる。しかし、スワーフ加工も、ツールホルダと工作物との干渉を考えると適用できるケースは限られる。そこで、ピックフィードしながら、平面および曲面を効率的に加工する工具として、「バレル」と呼ばれる工具が販売されている。バレル工具は、図3に示すように、切れ刃に工具径の数倍から数十倍のR部を持った工具である。あるカスプ高さを得ようとした場合、バレル工具を用いれば、同じ工具径のボールエンドミルに比べて、ピックフィード量をかなり大きくとることができる。これまでに放物線などの円すい曲線の回転体を採用したエンドミルなども提案されており、加工の自由度の高さを生かした工具が、今後も生み出されていくと考えられる。
-

図4 スカイビング加工の原理

また、5軸制御MCは、ミーリング軸を有するターニングセンターと同じ直進3軸と旋回2軸とによる軸構成となっている。軸構成だけから見ると、両者の加工は全て入れ替えられることからも、加工の自由度が高いことがわかる。数年来、旋回軸で旋削が可能な5軸制御MCにおける特徴的な加工形式として、工作物を回転させながら、回転工具で切削するターンミーリングが紹介されてきたが、現在、注目を集めているのは、歯車のスカイビング加工である。加工原理は、図4に示すように、工作物に対して工具を傾けて取り付け、工具と工作物とを同期させて回転させながら、工作物の軸方向へ工具を移動させ、歯車を創成するものである。スカイビング加工は、ホブによる歯切り加工後、シェービング加工を行う通常の歯車の加工工程に比べて、加工時間の大幅な短縮が可能であり、工具に関する空間的な制約が強い内歯歯車の加工にも適用できる。スカイビング加工の原理は古くからあるが、5軸制御MCの新たな使い方として提案されている。
スカイビング加工、バレル工具のいずれにおいても、その性能を引き出して自在に使いこなすためには、加工原理を考慮した5軸制御MCの構造、そしてCAMシステムや数値制御(NC)装置の役割も重要となる。
生産現場の負担を軽減する知能化技術
-

図5 「サーボナビ」が搭載された MU-4000V (オークマ)

現在、MCに搭載されている技術において、知能化も欠かせないキーワードになっている。工作機械メーカーが知能化をうたった技術には、①機械に生じる熱変形の補正②5軸制御MCの衝突防止③最適な切削条件の探索と調整④5軸制御MCの幾何誤差の補正⑤運動軸のサーボパラメーターの調整―などがある。
特に運動軸のサーボパラメーターは、調整が可能だとしても、異なる工作物ごとに調整する余裕のあるユーザーは少ないだろう。この機能が搭載されたMC(図5)では、自動的にテーブル上に取り付けられた工作物の質量を、軸を動かすことで推定し、それに最適な加速度を自動で設定する。また、直進軸だけでなく、回転軸でも最適なパラメーターを自動で設定することができる。
こうした知能化技術は、生産現場の負担を軽減し、MCの性能をいかんなく発揮できるものであるが、MCで行われていることを、分かりやすく伝えることも、ユーザーが知能化を使いこなす上で必要だと考えられる。工作機械メーカー各社は、NC装置を新たなオペレーションシステムを搭載したものに変更しており、情報伝達のためのインターフェースは整いつつある。
MCの進化を支える性能評価技術
複合化、多軸化、知能化を中心にMCは進化し続けており、それに呼応するようにMCの性能評価方法が研究されている。こうした研究成果を基に、日本工作機械工業会の機械規格専門委員会MC分科会(主査=堤正臣東京農工大学理事・副学長)では、MCの精度検査に用いるISO規格への提案を行いながら、JISの作成を進めている。
-

図6 レーザー干渉計による多辺測量法による方法

MCに関連するISO規格は、2012年にISO230―1工作機械試験方法通則が大幅に改定され、順次、通則に沿ってMCの検査規格であるISO 10791シリーズも整理されつつある。主な改定点の一つは、日本が提案した5軸制御MCの検査方法が、加わったことである。テーブル旋回形、主軸頭旋回形、主軸頭・テーブル旋回形の5軸制御MC、それぞれに対応した規格になっており、例えば、知能化の対象となっている「5軸制御MCの幾何誤差」は、この検査規格によって形態ごとに測定することができる。
その他に、多軸運動試験の特殊な試験として、工作機械の作業空間内の位置決めの精度、いわゆる空間精度を測定する方法が定義された。球を配列した基準器による方法とレーザー干渉計を用いた多辺測量法による方法が記載されている。レーザー干渉計による多辺測量法による方法は、テーブル上に設置した追尾式レーザー干渉計によって、主軸に取り付けた反射鏡までの距離を測定する(図6)。テーブル上の追尾式レーザー干渉計の設置位置を3カ所以上設け、主軸の位置を変えて測定点を変更し、レーザー干渉計のそれぞれの設置位置で同様の測定を行う。全ての測定値を用いることで、各測定点のX、Y、Z方向の偏差が求められる。運動軸間の幾何誤差や、ピッチ、ヨーおよびロールといった角度誤差運動なども、この方法によって推定できるが、非常に高価な測定システムが必要となる。
-

図7 画像照合による直進軸の位置決め精度の測定方法

著者らは、MCの日常点検に取り入れられるような直進軸の位置決め精度を簡便に測定する方法を検討している。2台のCMOSカメラと基準器とを基本的な装置構成とし、画像照合によって、直進軸の位置決めのX、Y、Z方向の偏差を同時に測定することを目指している(図7)。日常点検において、作業空間を構成する直進軸の位置決め精度を、この方法を用いて代表的な測定点で評価すれば、空間精度が低下する前に状態を把握できると考えている。
本稿では触れられなかったが、MCの進化を支えているのは、性能評価技術ばかりでなく、機械要素技術、構造材料の適用技術、環境対応技術など多岐にわたっている。こうした技術の進展により、新たなニーズを創成する新潮流のMCが生まれることを期待している。
(2016/10/21 17:30)






























