[ 機械 ]
(2018/11/5 09:30)
放電加工は金型製作や精密、微細加工で重要な地位を占めている。また、絶縁体材料の放電加工技術は福島第一原子力発電所の廃炉の核デブリサンプリングへの応用が期待されている。しかし、放電加工の加工現象は未解明な部分が多い。近年の高速度カメラなどの測定機器の発達や、新たな加工間隙の観察方法が開発されたことなどにより、放電加工の加工現象の解明が急速に進み、放電加工にブレークスルーが起きようとしている。
東京都立産業技術高等専門学校教授 吉田政弘
-

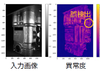
図1 石英ガラスの放電加工の加工部分の直接観察と放電波形の同期測定例

放電加工を廃炉の核デブリサンプリングに応用する場合、廃炉では現場に人が入ることができないため、放電波形による加工状況のモニタリングが必要となる。それには絶縁体特有の放電波形と加工状況の関係を知る必要があり、放電加工の加工現象の解明が必要不可欠だ。しかし、放電加工の加工間隙がマイクロメートルオーダーと狭く、加工液中での加工のため直接的な観察は困難で、加工現象もマイクロ秒オーダーと非常に高速なため解明は進んでいなかった。
そうした中、最近の測定機器・高速度ビデオカメラ、コンピューターの発達とそれに伴う数値解析ソフトの高度化は放電加工の加工現象の解明に大きな武器となっている。筆者らは図1に示すように石英ガラスの穿孔放電加工に成功し、加工間隙の放電現象と放電波形の同期測定を可能にした。この放電波形のモニタリングによって絶縁体の放電加工状況の推定が可能になり、核デブリサンプリングの実現に近づいた。
見えた!連続放電加工中の極間隙
東京大学大学院工学系研究科精密工学専攻の国枝正典教授と北村朋生氏らが開発した単結晶炭化ケイ素(SiC)などの透明体電極を用いて放電加工の加工間隙を直接観察する方法で、連続放電中の加工間隙の状態が明確になり、加工現象の解明に成果を上げている。図2に加工間隙の直接観察の例を示す。
-

図2 透明体電極を用いた連続放電の観察

放電加工は単発放電の累積によって加工が進行するため、高精度な放電加工シミュレーションでは放電発生場所の正確な予測が必要となる。加工間隙の長さが短く、加工くず濃度が高く、温度が高くプラズマが消沈しにくい所に放電が生じやすいことは分かっていたが、その三つの変数を関数とした放電確率は定量化されていなかった。しかし、加工間隙の直接的な観察で放電発生確率を調査した結果、放電は気泡境界で生じる確率が高いことが分かった。気泡境界に前の放電で生じた加工くずが分布するためである。
また、気泡の挙動で加工間隙の加工くず濃度の分布も決まり、放電遅れ時間などに影響することも示された。このように、連続放電における放電点の決定の要因が解明され、放電加工の加工シミュレーションが精確に行える状況になっている。
一方、放電加工の除去メカニズムは未解明な部分が多い。単発放電によって生じる放電痕の除去量は放電アーク柱によって溶融した部分の数%から数十%程度。このことは放電加工の加工速度を著しく向上させる可能性を示唆している。実際の連続放電では液中よりも気泡中の放電確率が高く、液中であってもアーク柱は気泡内に存在するので、アーク柱の環境は気中に近いと考えられる。そこで、筑波技術大学産業技術学部産業情報学科の谷貴幸教授らは気中単発放電の除去過程の詳細を高速度ビデオカメラで観察することを試みている。
また、国枝教授らは工具電極材料に融点が低く、蒸発しやすい材料を用いると、対向する工作物上の単発放電痕の除去量が増加することを述べている。これは工作物の溶融池に工具電極からの金属ジェット流が作用し、それによって生じた溶融池上面でのせん断力が除去のメカニズムだと説明している。
このほか、ハルビン工業大学機械電力設備工学院機械製造自動化学科の楊暁冬教授らの分子動力学を用いた単発放電痕の形成シミュレーションではアーク柱から流入する熱によって工作部内部に負の圧力勾配が生じ、これが原動力となって突沸現象が生じ、除去が行われると述べている。これらは単発放電における除去メカニズムの有力な説になっている。このように、放電加工の除去メカニズムの解明が急速に進んでおり、放電加工はブレークスルーする直前と言えよう。
(2018/11/5 09:30)