[ 機械 ]
(2018/11/6 09:30)
これまで、微細軸の加工は研削加工や放電加工などによる、時間のかかる加工であった。筆者は旋削加工を用いた微細軸の創生法についての提案を行っている。直径50マイクロメートル程度の軸であれば、短時間に、安定して加工できるようになってきた。これらの微細軸の旋削加工法について簡単に解説し、今後の可能性について考える。
日本大学短期大学部ものづくり・サイエンス総合学科准教授 三浦浩一
背分力ゼロで折損防止
通常、マイクロメートルオーダーの微細軸は放電加工や研削加工により作製される。しかしながら、これらの加工には多大な加工時間が必要となる。そこで、短時間で加工できる旋削加工の可能性について調べることにした。
通常の旋削では軸径を0・1ミリメートル以下に仕上げようとすると、軸が曲がったり、折損したりして、うまく削れないことが分かる。旋削時に工具は工作物に切削力を与えることになる。
微細軸を旋削する際、切削3分力のうち、主分力と送り分力は、主に工具の横切れ刃の部分に作用し、微細軸に直接影響を与えることはない。微細軸の仕上がり形状に直接作用するのは、工具を被削材に押し付ける力である背分力になる。
切削3分力のうち、微細軸の折損に起因するのは背分力であるとすると、旋削時の背分力をなくすことで微細軸の旋削が可能になる。では、どのようにすれば、背分力を0にすることできるのか。
被削材を加工する以上、切削力を0にすることは不可能。ただし、背分力は切削力の一つの投影成分である。工具と被削材の幾何学的な干渉条件を変化させ、切削力の向きを変えることができれば、背分力の大きさも変化させることが可能になる。
幾何学的な干渉条件で最も考えやすいのは、背分力と送り分力を含む平面である。この面内で背分力に大きく影響するのは工具のアプローチ角であることが分かる。旋削時に工具は送り方向に押し付けられるため、アプローチ角を正に設定した場合、横切れ刃部分には正の背分力が発生し、負に設定した場合には、横切れ刃部分に負の背分力が発生することになる。
-

図1 切り込み量と背分力の関係
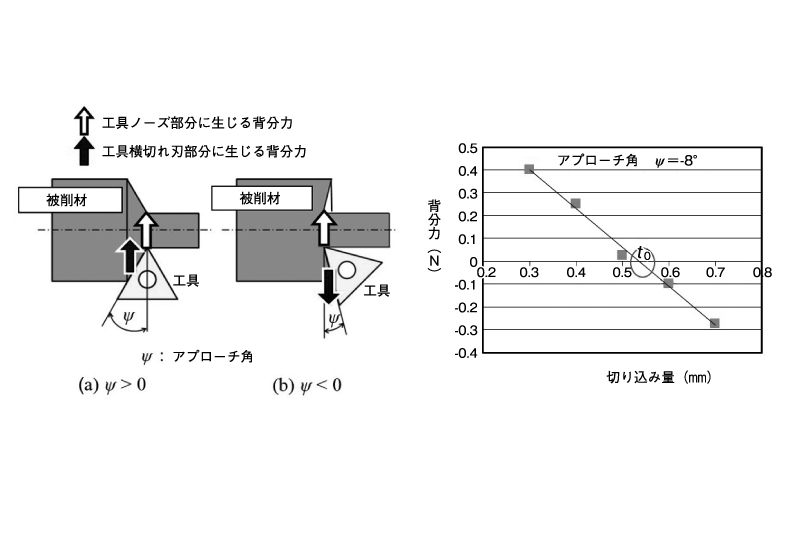
いずれの場合にも、工具のノーズ部分にはノーズ半径の大きさに応じた正の背分力が常に生じていることになる。さらに、切り込み量に応じて、横切れ刃に作用する切削力が変化するため、横切れ刃に生じる背分力成分も変化することは明らかだ(図1)。
そこで、あらかじめアプローチ角を負に設定しておけば、工具のノーズ部分に発生する正の背分力と、横切れ刃部分に生じる負の背分力を釣り合わせることが可能であり、トータルの背分力を0にすることができる。工具動力計を装着し、加工条件を一定にして、切り込み量の変化に対する背分力の大きさを調べることにする。
図1は直径4ミリメートルの黄銅の棒材に対して、切り込み量の変化と背分力の関係を表したものだ。背分力0近辺の切り込み量は通常の旋削が可能な、現実的な値であることが分かる。背分力が0になる切り込み量が存在しなければ、他の加工条件で調整する。
このようにして、実験的に背分力が0となる切り込み量を決定することができる。微細軸を旋削する際は、目標軸径に背分力が0となる切り込み量の2倍の寸法を加算した寸法にあらかじめ前加工しておき、1パスで仕上げる。加工条件は、被削材がビビリ振動を生ずることなく削られる一般的な条件で問題ない。また、切りくずが微細軸と干渉し、軸が折損するケースもあるので、吸引による切りくずの処理なども欠かせない。
以上の背分力制御手法は、微細軸の旋削以外にも適用可能だ。比較的曲げ剛性が低く、アスペクト比の高い円筒形状の工作物の場合、工具から受ける背分力の影響で工作物に曲げ変形を生じてしまい、切り残しによって形状精度が劣化してしまう。このような加工においても、背分力を0に制御する手法を用いることで、比較的容易に形状精度を向上させることが可能になる。
結晶粒の大きさも影響
-

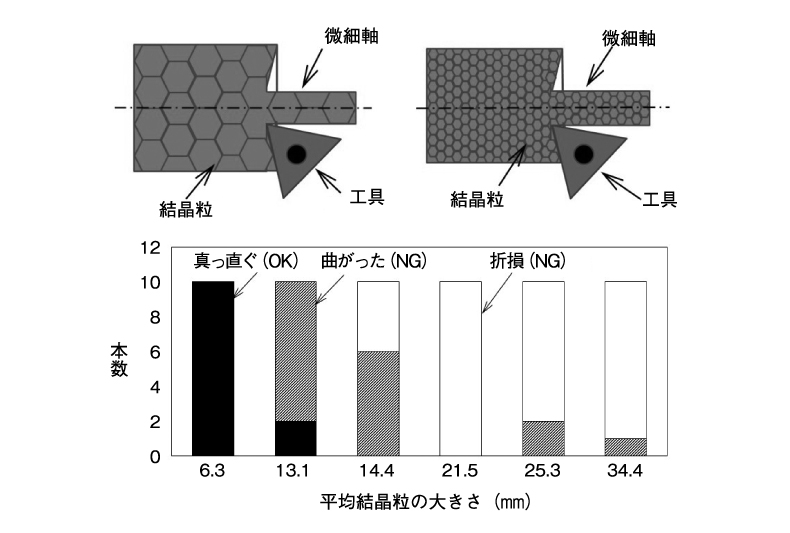
図2 結晶粒の大きさと加工の成否
前述の方法で微細軸を旋削すると、仕上がり形状は先端付近の寸法がわずかに大きくなり、ラッパ型の形状になる。工具を負のアプローチ角に設定しても、削りだしとなる軸の端面では、工作物と工具横切れ刃との当たりがなじむまでの間にわずかながら軸の触れ回りを生じてしまうからだ。
そこで、きれいな円筒形状に仕上げるためには、軸の端面に前加工を施すことが必要になる。軸端面を円錐(えんすい)形状にくぼませ、削りだしから工作物と工具横切れ刃を隙間なく接触させることで、この問題は解決できる。
もう一点、被削材の結晶粒の大きさが微細軸の削りやすさに影響することも分かっている。図2は被削材の平均結晶粒の大きさと、軸径25マイクロメートルの軸を10回旋削した時の成功比率を表している。結晶粒の細かさが要求されるので、平均粒度だけでは評価できず、統計的バラつきについても考慮が必要になってくる。幾種類かの粒度の異なるサンプルについて微細軸の旋削を試みた。
-

図3 切削加工による微細軸例

被削材の平均粒度μ、結晶粒の大きさの分布より求めた標準偏差をσとすると、微細軸の仕上がり直径がμ+4σを下回らなければほぼ100%の成功率で旋削可能である。炭素鋼S45Cでは直径15マイクロメートル、長さ270マイクロメートルの微細軸を削ることができている(図3)。
微細軸が曲がったり、破損したりする場合は、被削材の結晶粒の大きさについて調べ検討する必要もあるということだ。現状では軸径15マイクロメートル程度の寸法まで旋削が可能だが、被削材の結晶粒の大きさをデザインできれば、さらに細い軸も加工できることになる。
旋削微細軸を放電電極に
最後に、旋削微細軸の今後について考えてみたい。現時点で、旋削微細軸の機械部品としての需要がさほどあるとは思えない。しかしながら、微細な穴開け加工の要求はかなりあるかと思う。そこで微細軸を放電加工用の電極として用いることを考えてみた。
通常の研削加工やワイヤ放電加工による作製に比べ、短時間で電極を加工できる利点は前述のとおりだ。機上で旋削加工ができれば、電極が消耗してもチャックから外すことなく、新たに電極を成形できることが新たな利点として挙げられる。電極を装着しなおす場合と比較すれば、位置決めの精度向上や触れ回りの防止などの有利性が出てくる。
-

図4 旋削微細軸の応用例

図4は試作した電極作製機能付き放電加工機だ。この機械は縦方向の主軸に対して、上下2階層で加工を行う構造になっている。上の階層で微細電極を旋削し、完成した電極をチャックから外すことなく下の層に移動させ、放電加工を行うことが可能だ。下層のワークテーブルは数値制御(NC)により平面内の位置決めができるようになっている。
1本の電極ではこなしきれない、数多くの微細穴加工を短時間で、効率よくこなすことが可能だ。さらには旋削した微細軸の先端を、放電加工により鋭利な形状に仕上げることで、微細な工具を作製することも可能になる。
現在、この放電加工で作製した微細工具を装着したまま、下層でフライス加工を行い、その有用性についての検討を行っている。
(2018/11/6 09:30)