[ 機械 ]
(2018/10/29 11:00)
ドリルによる穴開け加工は高効率で、穴の精度も高く、製造の現場で非常に多く用いられている。モノづくりにおいて、製品の小型・軽量化が進展するなか、一段の高精度加工や難削材への対応、工具の長寿命化といった要求が強まっている。このため、工具メーカーでは、刃先の形状から工具の材質、コーティングに至るまでさまざまな対策が試みられている。そこで、この特集では、三菱マテリアル加工事業カンパニー開発本部ドリル・超高圧開発センターセンター長の髙橋正訓氏に「高能率加工、長寿命を可能にするドリルの開発」と題し、最新の技術動向などについて詳しく解説してもらった。
三菱マテリアル加工事業カンパニー開発本部ドリル・超高圧開発センター 髙橋 正訓
1.進化する超硬ドリルの歩み
穴開け加工で一般的なドリル加工は、切りくずを生成する先端部が被削材の中にあることから、発生する切りくずを溝内部の限られたスペースから排出せざるを得ないため、難しい加工方法の一つである。
1980年代に製品化された超硬ドリルは、その後の超硬素材の改良およびオイル穴の付与技術、ドリル形状やコーティング技術により、旧来のハイスドリルとの比較において、加工能率は5倍以上、工具寿命は10倍以上を実現するに至った。
現在においてもさらなる生産能力の拡大、労働力不足に対応するための高能率化が求められており、ドリルの開発においては引き続きこれらの課題を解決していく必要がある。
本稿では、ドリル穴開け加工の高能率化、長寿命化を支える技術、また、その例として部品加工での取り組みを紹介する。
2.高能率加工を実現するドリル形状技術
-

図1 従来のドリルと高能率ドリル形状の比較
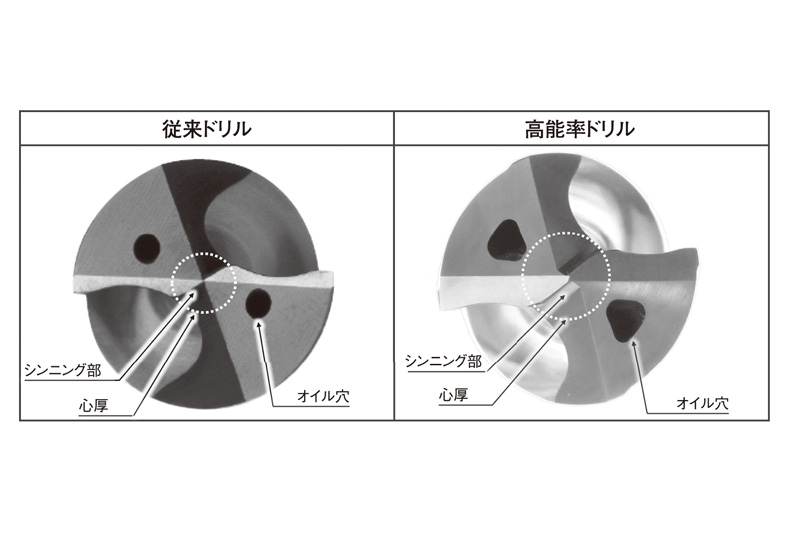
高能率加工を実現するには、高速加工で増大する切削抵抗に耐える工具剛性を持たせることが必要である。ドリルでは、心厚(溝ではない中央部分の厚み)を大きくすることで工具剛性を向上させることができるが、そうすることで切削抵抗の増加や切りくず排出性の低下を招く。さらに高速加工で発生する切削熱によってドリルの摩耗が速くなり、寿命が低下する課題も顕在化する。この解消のためにドリルの心厚やねじれ角の最適化によって剛性の向上と切りくず排出性の両立を図るほか、チゼル(ドリル先端部を形成する稜線(りょうせん)を短くするために形成した部位(シンニング部)を特殊な形状とすることで切削抵抗を低減する技術が使われている。(図1)この技術はドリル中心付近で発生する切りくず排出スペースを広げることで、高能率加工時にシンニング部で生成される厚い切りくずをスムーズに排出させ、切削抵抗の増加を抑制することを可能にしている。このような最適なドリル設計を行うためにコンピューター利用解析(CAE)でのシミュレーション解析が使われている。
3.長寿命を可能にするコーティング、素材技術
-

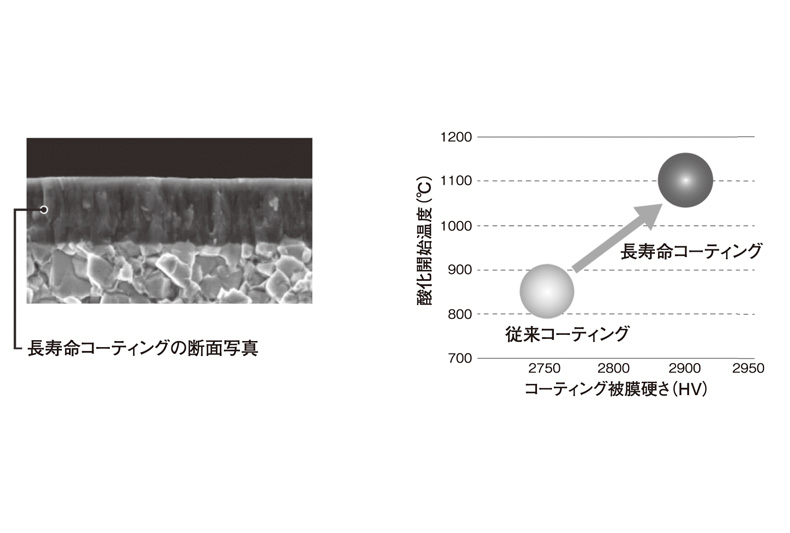
図2 長寿命コーディングの特徴
ドリルの長寿命化においては、コーティング、素材の材料技術に負うところが大きい。超硬ドリル用の素材についてはドリル素材のたわみにくさを決める剛性、折れにくさを決める靭性(材料の粘り強さ)が重要であり、現状はドリルの径などの仕様に応じてたわみにくさと折れにくさのバランスをとった素材の選定がなされている。ドリルにおいては折れにくく、曲がりにくい素材が理想であり、これを追求した製品が超硬ドリルメーカーより製品とされている。
またTiやAlなどの多種の元素の窒化物からなる複合硬質膜をドリル表面に付与するコーティングは、現在の切削加工技術の高度化に特に貢献している。ドリル素材の表面をわずかサブマイクロメートル―数マイクロメートルの厚みの硬質膜で覆うことで工具寿命を著しく向上させるだけでなく、面粗度などの被削材表面の加工品質を向上させている。この複合硬質膜の性能は、膜組成に大きく依存する。例えば、窒化物膜であってもTi元素のみからなるTiN膜とAl元素も含有したTiAlN膜、さらにTiをCrに置き換えたものやSiを加えた膜とでは耐熱性や硬さ、潤滑性などの特性は大きく異なる。(図2)ただし同じ成分からなる膜でも成膜の条件が異なれば表面の凹凸や欠陥の状態も異なるため、性能発揮のためには安定に成膜する技術も重要である。ドリルにおいては、物理気相成長(PVD)が採用されることがほとんどで、被削材ごとに求められる用途に応じて最適に複合化された硬質被膜によって性能が最大化されている。
4.部品加工における穴開け技術の事例
-

図3 ステンレス鋼シャフト状部品のドリル加工事例

近年、自動車部品や医療部品などにおいて、部品の高機能化・高強度化が進んでいる。これらの部品では、ステンレス鋼や高硬度鋼などの被削材が使われ、加工寸法は、小径化、深穴化かつ薄肉化する傾向であるため、ドリル剛性や製品剛性を確保することが難しくなっている。このような加工においても、能率やドリル寿命を満足する必要があり、その対応として前述のドリル設計技術やコーティング、素材技術を用いた種々の超硬ドリルが開発されている。
図3にシャフト状部品の穴開け加工事例を示す。加工設備は小型旋盤であり、被削材はSUS420J2(マルテンサイト系スレンレス鋼)である。
穴加工の高能率化の事例としては、以下の三つがある。
(1)シャフト端面細径側の位置決め・面取り加工
(2)シャフト細径部側面の交差穴加工
(3)シャフト端面の太径側穴底平たん加工
◇ ◇
(1)の面取り加工にはドリル加工前の位置決めと面取りを兼ねたドリルが用いられることが多い。面取り加工にはドリルの切れ刃先端角度が90度であることが必要である。
近年、先に述べたSUS420J2のようなステンレス鋼が増加しており、超硬で生じる切れ刃の中心部からの欠損抑制のために使われていたハイスドリルでは、切れ刃の摩耗が速く進み、ドリル寿命が短いという課題がある。これを解消するために、三菱マテリアル製「リーディングドリルシリーズDLE」では、最適化された超硬素材とコーティングを用い、中心部形状を最適設計したドリルで高強度なステンレス鋼でも高能率加工において十分な寿命が得られるようになった。さらに超硬になってドリル素材の剛性が高くなったことにより、より高精度な位置決めのメリットも得られている。
(2)および(3)ではフラットドリルが用いられる。フラットドリルは先端が平たんなドリルで、止り穴では、平たんな穴底が形成できるとともに、貫通穴においては、出口側のバリを低減することができる。前述(2)の工程は、貫通穴加工の後工程となることが多く、通常のドリルを用いると、内径側に大きなバリが発生してバリ取りが困難になるが、フラットドリルではバリがほとんどなく、工程を1度で済ませる総合的な能率向上に寄与している。
5.ドリル加工の今後の課題、展望
以上、ドリル加工における課題を解決するための技術を事例とともに述べた。
近年切削工具を使わないさまざまな加工が提案されており、その一部は産業において使われている。その例としては、レーザー加工、ウオータージェット加工、放電加工が挙げられる。これらは被削材へ外力を加えないで加工できる、切りくずによる被削材への影響が少ない、マイクロメートルレベルの穴開けが可能などの利点を持っているが、総じて単位時間当たりの被削材除去能率が低い。こうしたことから、被削材除去能率が高い切削工具であるドリルとは加工用途によって使い分けされる手段と考えられ、ドリルによる加工は、サブミリ以上の金属の穴開け加工においては今後も産業技術において必要不可欠の技術である。
労働力人口の減少に加え、さらなる大量加工が求められ続けることが予想されることから、ドリルの開発においてはさらなる高能率加工に応えるために、その形状の開発は然ることながら、これまでのドリルの進化であったようにコーティング材料に性能を委ねるところが引き続き大きくなると思われる。
形状、素材・コーティング技術のさらなる革新によって、世の中のニーズに貢献できる新しいドリル加工技術が実用化され、グローバル競争力を高める一助となることを切望する。
(2018/10/29 11:00)






























