[ 機械 ]
(2018/11/2 13:30)
近年、新興国メーカーは積極的な設備投資により、その存在感を増してきている。それに対し、先進国メーカーはより高精度化に努めるとともに、独自の最先端工具の開発、生産効率を向上させることで競争力向上を図っている。ここでは、さらなる生産効率向上に向けたプロセス改善の取り組みについて紹介する。
牧野フライス精機 技術部 有賀純一朗 / 技術部 中里俊彦 / 技術部 斉藤健吾 / 営業部 好崎惟史
オペレーション負担 軽減
工具製造は通常、母材のセンターレス加工から、いわゆる“段研”と呼ばれる円筒研削、工具研削、検査、コーティングという工程を経る。当社の製造する工具研削盤はこの中の工具研削工程を担っており、機械性能を向上させることで製造時間の短縮を実現してきた。しかし、この工程の中には実加工時間以外にも多数の間接作業が存在しており、それらが実際のオペレーションの大きな負担になっている。さらなる生産効率向上のため、当社はこの間接時間の短縮が必須と考え、さまざまな取り組みを行っている。ここでは、JIMTOF2018において新規発表する3点をケーススタディーとして紹介していく。
間接作業時間の短縮で解決
-

工作主軸台に装着されたNeoflat+とD2コレット
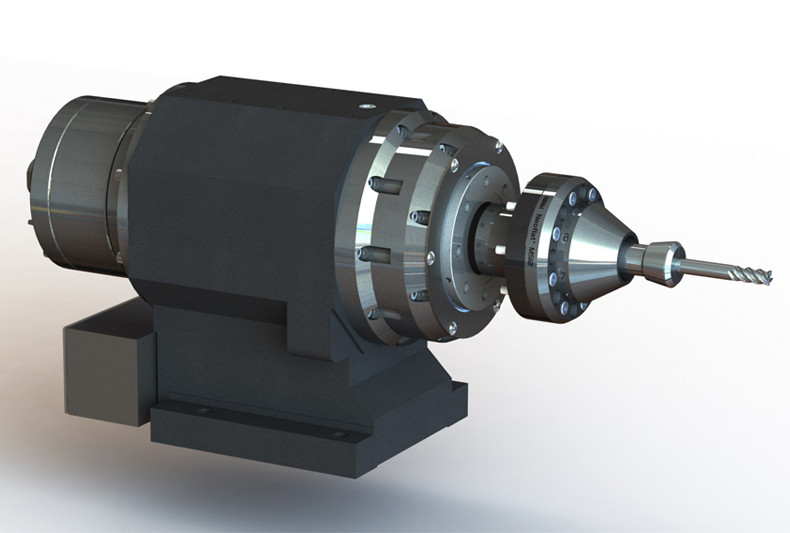
まず、研削開始前に必要となる作業がワークの「振れ出し」だ。切削工具は年々、高精度化しており、その振れ精度は5マイクロメートル以下を要求されることが多い。当社はその要求に応えるため、「Neoflatアダプタ」「D2コレット」を提供してきた。これらの製品は当社工具研削盤専用に開発したものであり、振れ精度と繰り返し精度に好評を得てきた。
しかし、その組み合わせで、まれに精度差が出ることがあり、解決には組み合わせを変えるしかなかった。今回開発した調整機構付きアダプター「Neoflat+」は、ワーク自体の傾きを簡易に調整可能にする(特許取得済み)ことでこの問題を解決する。また、調整機構によりワンランク上の振れ精度を狙うことも可能だ。
そのほかにも工具研削の効率化を阻害する要因が多数存在する。その中の一つが「小径工具の位相合わせ」である。特に小径オイルホール付き工具の位相合わせに関して、自動化は非常に困難だ。
“超効率”へ工程ジョイント
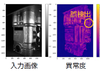
一般的にオイルホールの位相合わせはタッチセンサーを用いてオイルホール位置を検出し、自動で位相合わせを行う。しかし、タッチセンサーが検出可能な最小オイルホールサイズには限界がある。小径サイズとなると一本一本、作業者が目視でオイルホールを確認しながら手作業で工具位相を合わせる必要があり、余分な工数が生じる。
-

monocam2オイルホール測定画面

この問題の解決策として当社は「monocam2」を開発した。機械内蔵型カメラでオイルホールを撮影し、取り込んだ画像から小径オイルホールの位相割り出しを自動で行うものだ。この機能で手作業による位相合わせが不要となるため、自動ワーク交換装置を用いた自動連続加工が可能となり、研削効率を飛躍的に向上させることができる。
次に挙げられる阻害要因は連続加工時のワークローディング時間である。ローディング時間は研削を行っていない「非研削時間」であり、できる限り削減したい工程である。今回のJIMTOFで初出品する高精密CNC工具研削盤「SG10」はアームなどの駆動部品を軽量化。各動作を高速化し、交換動作も見直すことで、ワーク交換時間を極限まで短縮することに成功した。
工具研削工程における間接時間の短縮についての取り組みの一部を説明したが、超効率を実現するには工程間のジョイントが必要になると考えている。当社は製品ラインアップとして、“段研”を行う高精密立形円筒研削盤「TAD」、そして製造した工具の“検査”を行うための工具測定装置「procam」をそろえている。
しかし、現状“段研”“工具研削”“検査”の工程間には人の手が必要不可欠なものとなっている。将来的にはこれら各工程をジョイントし、段研から工具製造、検査までを全自動化していきたい。その実現にはさまざまな課題が存在するが、今後も超効率を実現すべく研究開発に励んで行く。
(2018/11/2 13:30)