[ 機械 ]
(2018/11/3 10:00)
近年、微細金型、各種ノズル穴、光通信、医療、半導体・微小電気機械システム(MEMS)・マイクロマシンなどの分野において、立体的で微細な3次元形状部品が増加しており、加工の高精度化・製品の高機能化のため、これらを精密に測定するニーズが増加している。そこで、今回は微細形状測定技術に焦点を当て、微細形状測定の現状・課題と将来展望について述べる。また、筆者らが開発している光ファイバープローブを用いた微細形状測定装置について紹介する。
北九州市立大学大学院 国際環境工学部機械システム工学科 准教授 村上 洋
非破壊で高精度に測定
近年の精密微細加工技術の進歩に伴い、直径が数十マイクロメートル以下の小径ノズル穴や寸法が数百マイクロメートルの微細金型の寸法・形状精度・表面粗さなど、非破壊での測定技術の確立が強く要請されている。現状では主に測定対象物を切断後、断面などを電子顕微鏡やレーザー顕微鏡、原子間力顕微鏡(AFM)といった各種測定装置で測定することによる破壊検査が行われてきた。
しかし、破壊検査は一度実行するとその測定対象物は利用できない。また、穴内部形状など、形状の全てを測定することはできないという問題がある。切断検査で良好な結果が得られたのと同一条件で製造する、あるいは切断検査での測定結果を基に部品や金型の補正加工や設計の変更をすることになるが、切り出し時に応力がかかったことで、試料の状態が変わっている可能性もある。そのため、品質管理上の観点から非破壊・製品状態で測定可能な装置の開発が切望されている。
このほか、非破壊での検査方法としては一般に各種顕微鏡による測定が行われてきたが、上面からの測定であるために、例えば穴の入り口部など観察可能な箇所の寸法は測定可能であるが、穴内部や側壁などは評価できない。
非破壊で、高アスペクト比を持つ微小径穴などの微細形状を精度よく測定するためには、測定力が低く小径で高アスペクト比のプローブが必要となる。しかし、プローブが小径化するとその製作が非常に難しく高価なものとなり、またプローブ先端球の測定対象面への接触に伴う微小力を検出するセンサー機構の開発が非常に困難となる。このような理由から、直径が10マイクロメートル以下の小径穴や溝などの微細形状になると測定が至難となる。
CTやレーザー活用
-

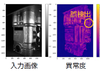
図1

図1は筆者らが開発中の光ファイバープローブを用いた微細形状測定機およびプローブの写真である。集束レーザー光を斜め上方より照射後、プリズムで反射させ、レーザー光をプローブシャフトの斜め下方向から照射する。シャフトを透過した光は反対側に設置された2分割型フォトダイオードで受光する。ここで、シャフトはロッドレンズとして利用することで、プローブの変位を拡大している。
プローブ接触子が測定対象面に接触していない状態では、各分割フォトダイオードで受光する各光強度値は同一強度に保たれているが、接触子が測定対象面に接触し、シャフトが変位すると光強度値に差が生じ、接触方向および接触変位量を検出できる。
プローブはエッチングとレーザー加工で製作している。最小で直径0・4マイクロメートルのプローブが製作でき、測定分解能は約5ナノメートルである。また、図1に示すような先鋭化曲げプローブを用いることで狭い箇所でも側壁などの粗さ測定に対応可能である。
-

図2
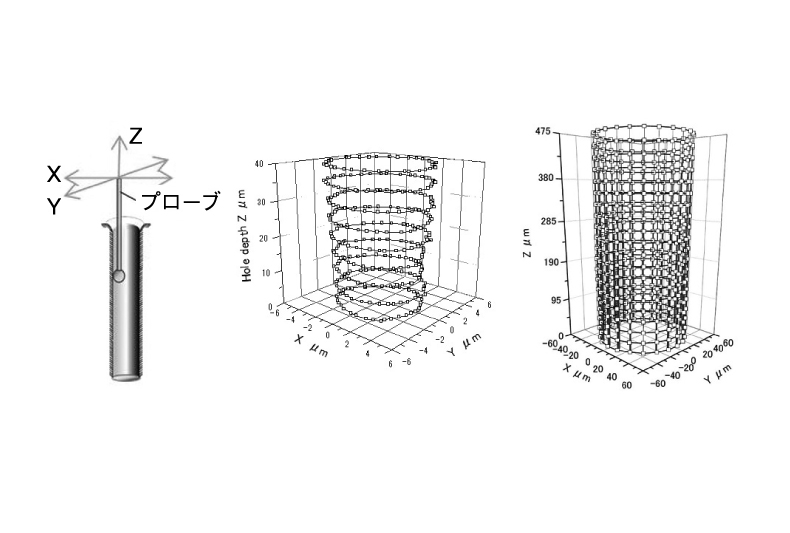
図2に直径10マイクロメートル、100マイクロメートルの小径穴の測定結果を示す。これよりさらに寸法が小さい直径数マイクロメートル以下の小径穴になると光学顕微鏡を用いた観察ではプローブを穴に挿入することが困難になるため、今後は電子顕微鏡などによる測定箇所の観察方法や微細部品の姿勢制御技術の開発が必要となる。
また、微細形状の測定となると、分子間力・液架橋力・静電気力などの表面間力の影響によるプローブ付着の問題や接触による弾性変形・塑性変形の影響が大きくなるため、今後はX線コンピューター断層撮影装置(CT)・レーザーといった光などを用いた非接触での微細形状測定技術の開発も必要になるものと考えられる。
(2018/11/3 10:00)