[ 機械 ]
(2018/11/5 05:00)
チタン合金は航空機用構造材や医療機器材料として多用されているが高能率・高精度穴加工の実現には解決すべき課題が存在する。特に、Ti6Al4Vの穴加工中に、相変態に起因する結晶構造の変化が発生して穴径に影響する特異現象が確認された。Ti6Al4Vの高能率・高精度穴加工には適切な冷却法の適用が必須となる。
沼津工業高等専門学校名誉教授 柳下福蔵
適切な冷却法が必須
チタン合金、とりわけTi6Al4Vは耐熱性、耐食性に優れ、非電導性、熱膨張係数が炭素繊維強化樹脂(CFRP)に近いことから航空機用構造材料として、また、生体適合性に優れることから医療用インプラント材料として多用されているが、熱伝導率が小さく切削温度が上昇しやすいことから難削材とされている。
一方、Ti6Al4Vは900度C付近の変態点以上に加熱されると瞬時にα相(稠密(ちゅうみつ)六方格子)がβ相(体心立方格子)に相変態して冷却後もその状態が保たれる。α相の原子充填率が74%、β相の同率が68%であることから、α相からβ相への相変態は原子レベルの体積増加を誘発すると考えられる。
筆者がTi6Al4Vのスパイラル穴開け加工を乾式切削とエンドミル軸心穴からオイルミストを供給する湿式切削の両者で比較した結果、相変態が穴径の寸法精度に影響する結果を確認できた。
加工中の温度上昇
-

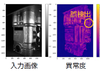
図1 カップ状円板の変色(テンパーカラー)と加工穴数の関係
-

切削条件




表の切削条件でTi6Al4V板をスパイラル穴開け加工する際、穴が貫通する直前の温度上昇を板の下側から観察し、抜け落ちたカップ状の円板を収集して図1のように整理した。同図において、実験(1)の乾式切削の場合のみ、16穴、24穴、32穴、40穴とカップ状円板の色が激しく変化している。穴貫通時の観察結果から、16穴の貫通時に中央部が赤銅色に変色し、24穴、32穴、40穴と加工穴数の増加に伴って赤銅色が濃くなりその範囲が広がることが確認された。
同図は冷却後の変色(テンパーカラー)を示している。これらの結果から、実験(1)の乾式切削の場合、16穴の加工中にTi6Al4Vは変態点(約900度C)以上に達し、24穴、32穴、40穴と加工穴数の増加に伴って変態点以上に達する被削材の範囲が広がっていると推定できる。
一方、オイルミストを供給した実験(2)、(3)、(4)は40穴目がわずかに変色するのみであることから、全ての穴が変態点以下で加工されていることが分かる。
加工穴数に伴う穴径の変化
-

図2 穴径と加工穴数の関係

図2に示す穴径と加工穴数の関係において、乾式切削の実験(1)の場合、1穴目の15・04ミリメートルが加工穴数の増加とともに単調に減少して40穴目には14・46ミリメートルと約0・6ミリメートル減少している。一方、オイルミストを供給した実験(2)、(3)、(4)の場合には40穴目の穴径減少量はわずか0・04ミリメートル程度である。
穴外周の一定範囲がα相からβ相に変態した時の体積増加量が、穴径の減少により吸収されると考えると、24穴、32穴、40穴と加工穴数の増加に伴って相変態する範囲が増加するので図2の穴径の減少傾向がよく理解できる。
切れ刃摩耗の穴径への影響はごくわずかであることが摩耗の観察結果から確認されている。
穴内面の観察結果
加工試験後のTi6Al4V板をワイヤカットで切断して穴内面を顕微鏡観察した結果、乾式切削した実験(1)の16穴以後の穴内面にはエンドミル外周切れ刃が戻り工程中に穴内面を削り取った傾斜状の溝が確認できた。穴加工直後、瞬時にα相からβ相に変態して穴径が減少した結果の証と理解できる。
おわりに
Ti6Al4Vの高能率・高精度穴加工においては、被削材が変態点(約900度C)以上の高温にならないように適切な冷却法を適用することが必須条件となる。詳しくは参考文献を参照いただけると幸いである。
【参考文献】
H.Yagishita and Y.Morita;Effect of Phase Transformation upon Hole Making Accuracy of Ti6Al4V by Orbital Drilling,ELSEVIER,Procedia Manufacturing 26(2018)152―163.
(2018/11/5 05:00)